قلاویز به وسیلهای گفته میشود که برای ایجاد روزه داخلی استفاده میشود. قلاویز با استفاده از مواد مختلفی ساخته میشود، اما معمولا آن را جنس فولاد تندبر یا همان فولاد کربنی میسازند. قلاویز دارای چهار ردیف دندانه است که با استفاده و کمک آنها عملیات براده برداری را انجام میدهد. در قلاویز، در بین هر کدام از این ردیفها، شیارهایی برای خارج شدن براده و تغذیه آب و صابون تعبیه شده است. از طرفی انتهای درونی قلاویز هم با هدف قرارگیری در دسته قلاویز عموما به شکل چهار پهلو ساخته میشود. البته لازم به ذکر است قلاویزها بهصورت متریک، اینچی و راستگرد و چپ گرد هم تولید میگردند. در این مقاله نگاهی به قلاویز و انواع آن میاندازیم
قلاویز دستی
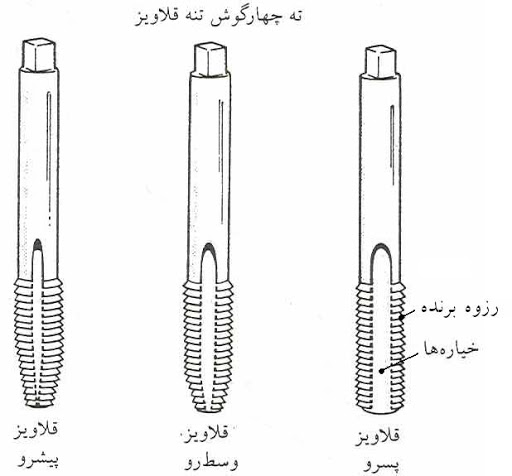
قلاویز مانند هر وسیلهی دیگری از انواع گوناگون تشکیل شده است و عموما اکثر وسیلههای فنی یک نوع دستی دارند که با نیروی فیزیکی کار میکند و یک نوع اتوماتیک یا ماشینی که بیشتر آن خودکار است و انسان در کارکرد آن دخیل نیست. قلاویز دستی در در دستههای سه تایی عرضه میشوند که از قلاویز پیش رو، میان رو و پس رو تشکیل شده است. برای این که بتوان سوراخهای کور را روزه کرد از هر سه قلاویز این مجموعه به کار میبرند. البته برای رزوه کردن سوراخهای راه به در رو از قلاویز پیش رو میان رو استفاده میبرند.

قلاویز ماشینی
قلاویز ماشینی از یک سری دوتایی یا تکی تشکیل شده است. قلاویز ماشینی بر خلاف قلاویز دستی، به ماشین تراش یا دریل بسته است و مستقل نیست؛ اما کار آن نسبتا با سرعت بیشتری نسبت به قلاویز دستی انجام میشود.

نحوه قلاویز کاری دستی
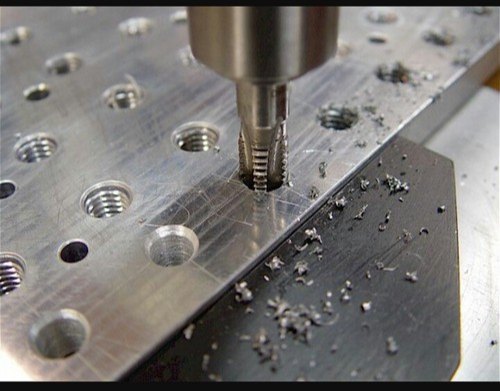
برای این که با قلاویز کار کرد روشهایی وجود دارد که به نوع قلاویز بستگی دارد، در ادامه نگاهی به کار با قلاویز دستی خواهیم انداخت پس با همراه شوید. معمولا برای اتصالات موقت از پیچ استفاده میکنند؛ برای روزه کردن آن ابتدا سوراخ را برای ورود قلاویز ایجاد کرده و سپس قلاویز پیش رو را که عموما به شکل چهار گوش است در دسته قلاویز جا بزنید، سپس قطعه مورد نظر را از درون گیره مجکم بسته و در نهایت قلاویز را به صورت عمودی وارد سوراخ کنید و پس از آن برای خروج براده پس از هر دو چرخش یک دور و چهار آن را عکس میکنیم و در حین کار برای آسان کردن کارایی براده برداری آب و صابون به روی سوراخ ریخته و تا درآمدن قلاویز از سوراخ ادامه میدهیم.

محاسبه قطر سوراخ برای کار با قلاویز
با توجه به براده برداری فلزات سخت و نرم، زاویه براده برداری فرق دارد؛ به همین دلیل باید به این که هر قلاویزی برای هر فلزی مناسب نیست به خصوص برای آنهایی که جنس نرم و براده طولانی هستند. از این رو برای کار آسان تر و بهتر برای زاویه براده برای فلزات مختلف روی قلاویز درج میشود.
از طرفی به دلیل وجود شیارهای براده، قوت قلاویز کم شده و عموما نمیتوانند همه فشار وارده برای برش را برای یک مرحله تحمل کنند؛ از این رو برای کاستن از نیروی برش، باید قلاویزها را در یک دست اعم از سه قلاویز پیشرو، میان رو و پس رو میسازند. برای این که بتوان این قلاویزها را بشناسید، روی دنباله پیشرو یک خط، روی قلاویز میان رو دو خط و برای قلاویز پس رو بون خط یا سه خط وجود دارد. قلاویزها برای این که بتوانند بهتر با کار درگیر شوند قسمت ابتدائی آن را به صورت مخروطی در میآورند که در اصطلاح به آن برس گفته میشود.
ضمنا زاویه شیب برش در قلاویزهای پیش رو میان رو و پس رو با هم یکسان نیستند؛ چرا که قسمت برش هر کدام از آنها، وظیفه دارد شروع براده برداری را داشته و زمانی که به انتها میرسد، دندانهها کامل میگردند. از طرفی برای قلاویز کاری مهرههای دنده ریز و مهرههایی که دندانههای آنها از مدل پیچ لوله هستند چرا که عمق دندانهها کم است. از این رو عموما از دو دست قلاویز پیشرو و پسرو به کار میبرند.
نکات کار با قلاویز
برای این که براده زیاد نشود. ابتدا بهتر است قلاویز را هر چند وقت یک بار در جهت خلاف آن بچرخانیم. همچنین در سوراخهای ته بسته باید عمق سوراخ را بیشتر از عمق قلاویز کاری اندازه گرفت و تا حد امکان به سراغ قلاویزهای مارپیچی رفت. میتوانید برای این که قلاویزها نشکند، برادهها را به تعداد چند دفعه از داخل سوراخ خارج نمایید.
اگر قلاویز در زمان کار یا هر وقت دیگر به دلایل مختلفی شکست، برای این که قلاویز شکسته شده را خارج نماید؛ در صورت امکان از تجهیزاتی که برای همین کار وجود دارند استفاده کنید تا در شیار قلاویز گیر کرده و به آرامی آن را خارج کنند. کار با قلاویز نیاز به تخصص و مهارت دارد برای کار با آن باید یک سری تجربه کسب کنید.
برای اطلاع از جزئیات و سفارش قلاویز زاگرس ابزار روی این لینک کلیک کنید
